Электроды УОНИ-13/55 Плазма


Наличие:
14 шт.
Обновлено 09.11.2024. Наличие склада обновляется по субботам.
Цена:
Запросить КП
E-mail для заявок: info@lizantan.com
Контактное лицо в Минске

технический консультант, в компании с 2018 г.
Менеджер: Мартынюк Роман
E-mail: belsale@lizantan.com
Приём заявок: круглосуточно
Обработка заявок: 9:00-18:00 (будни)
Электроды УОНИ-13/55 Плазма предназначены для сварки во всех пространственных положениях, кроме сверху-вниз, ответственных конструкции и трубопроводов из углеродистых и низколегированных сталей с пределом прочности от 500 МПа до 640 МПа, особенно если необходимо обеспечит высокую стойкость сварных соединений против горячих трещин. Широко применяются в мостостроении, судостроении, судоремонте и производстве сосудов работающих под давлением.
Вид покрытия - основное с железным порошком.
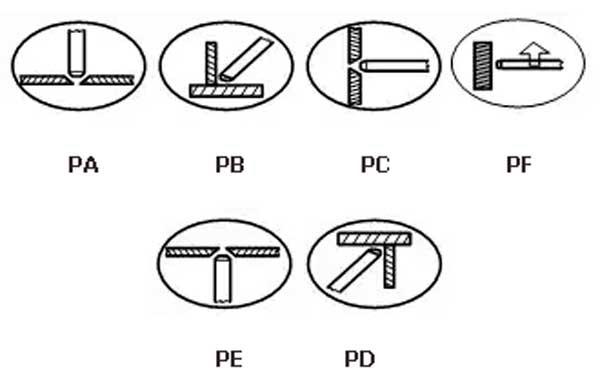
Схема - положения швов при сварке
Условия применения
Коэффициент наплавки – 10,5-11,5 г/А.ч. Расход электродов на 1 кг наплавленного металла 1,58 кг. Номинальная производительность до 115%. Электроды диаметром от 2,0 мм до 4,0 мм предназначены для сваривания во всех пространственных положениях кроме вертикального «сверху-вниз», а диаметром 5,0 мм – для нижнего, горизонтального на вертикальной площади и вертикального способа «снизу-верх».
УОНИ-13/55 Плазма также применяют для наплавки предварительного слоя перед использованием электродов Т-620.
Особые свойства
Электроды УОНИ-13/55 Плазма отличаются высокой прочностью металла шва, с особой металлургической чистотой и низким содержанием водорода в наплавленном метале. Возможность сваривания на переменном токе исключает действие магнитного дутья. Мелкокапельный перенос металла при сварке УОНИ-13/55 Плазма обеспечивает лучшую стабильность горения дуги и формирование металла шва. Благодаря добавлению железного порошка в обмазку электрода эффективность использования УОНИ 13/55 ПЛАЗМА возросла на 20 %, при этом:
- Компенсированы потери металла на выгорание и разбрызгивание;
- Снижен расход электродов на 10-15%;
- Увеличена производительность наплавки на 8–10 %.
- Шлак не затекает в сварочную ванну, формируется ровный мелкочешуйчатый шов, а образующаяся шлаковая корка легко поддается удалению.
Прокалка перед сваркой
При нормальных условиях хранения не требуют прокалки перед сваркой. В случае увлажнения прокалка: 380-420°С 60 мин.
| Mn | Si | C | P | S |
| 1,10-1,50 | 0,40-0,70 | 0,9 | 0,030 | 0,020 |
| Временное сопротивление, Н/мм2 |
Относительное удлинение, % |
Ударная вязкость, Дж/см2 |
| 500-640 | 26 | 180 |
Сварку проводить постоянным током обратной полярности, «+» на электроде, или переменным током от трансформатора с напряжением холостого хода (70±10) В.
| Диаметр, мм | Длина, мм | Сила сварочного тока, А | Количество электродов в пачке, шт. | Вес пачки, кг |
| 2,50 | 350 | 70-110 | 104-113; 208-226 | 2,5; 5 |
| 3,00 | 350 | 80-150 | 74-81; 147-158 | 2,5; 5 |
| 3,20 | 350 | 90-170 | 27-29; 68-71 | 1; 2,5 |
| 4,00 | 450 | 120-200 | 71-74 | 5 |
| 5,00 | 450 | 170-250 | 47-50 | 5 |
ПлазмаТек

Компания – ПАО «ПлазмаТек» является производителем сварочных электродов, производственный выпуск которых составляет свыше 2000 тонн в месяц.
Основными потребителями продукции «ПлазмаТек» являются:
- строительные компании;
- нефти- и газодобывающие отрасли;
- металлургия;
- машиностроение;
- сельскохозяйственные предприятия;
- частный покупатель.
Производство компании успешно прошло сертификацию по системе управления качеством в сфере изготовления сварочных электродов и предоставлении лабораторных услуг по ISO 9001: 2008.
- курьерская доставка: +1 день;
- отгрузка складских позиций в течении 1 дня после оплаты.
|
КИТ (Кашалот) |
||
|
Масса |
1-20 кг |
21-40 кг |
|
Сроки |
от 5 дней |
от 5 дней |
|
Стоимость |
от 500 руб. |
от 700 руб. |
|
DPD |
||
|
Масса |
1-20 кг |
21-40 кг |
|
Сроки |
от 5 дней |
от 5 дней |
|
Стоимость |
от 700 руб. |
от 1000 руб. |
* - стоимость доставки ориентировочная, точную стоимость рассчитает менеджер при подтверждении заказа.
Более подробная информация - здесь.
Юридические реквизиты
- Сокращенное наименование организации: ООО «Лизантан»
- Полное наименование: Общество с ограниченной ответственностью «Лизантан»
- Юридический адрес: г. Белгород, ул. Николая Чумичова, д. 38, оф. 211
- ИНН: 3123430954
- КПП: 312301001
- ОКПО: 24535591
- ОКАТО: 14401370000
- ОГРН: 1183123002160



